Pour patienter avant l’arrivée de l’imprimante 3D, j’ai commencé à lire pas mal d’articles et de forums et je me suis rendu compte qu’il y avait beaucoup de vocabulaire spécifique à l’impression 3D. Du coup j’ai essayé de me faire un petit lexique de ces termes. J’essayerai de mettre à jour ce lexique régulièrement. Si jamais un lecteur y trouve des erreurs ou des approximations maladroites, qu’il n’hésite pas à me le faire remarquer dans les commentaires ou par mail.
- Atomic : il s’agit d’une méthode de nettoyage de la buse qui consiste à utiliser un morceau de filament pour capturer les déchets qui se trouvent à l’intérieur de la buse, en effectuant plusieurs cycles de chauffe et refroidissement de ce morceau de filament inséré manuellement dans la buse (cf vidéo dans l’article Elle est arrivée !).
- Bords / Brims : il s’agit de petits socles ajoutés sous les parties fines d’un modèle en contact avec le sol, afin d’aider à stabiliser ces parties. Les brims sont semblables à des petits rafts mais très fins (une seul couche d’épaisseur), donc plus faciles à retirer, et de plus ils réduisent les risques de cassure au moment de détacher la pièce du plateau.

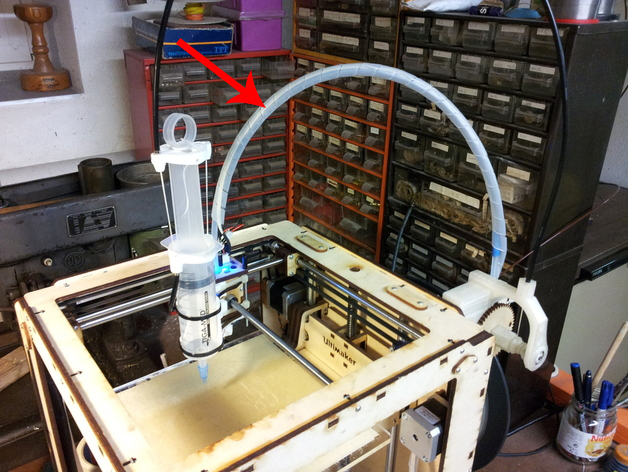
- Bowden : ce terme désigne un système d’extrusion (moteur + buse) dans lequel le moteur n’est pas directement connecté à la buse, mais se trouve à un autre endroit sur l’imprimante avec une gaine en téflon qui guide le filament jusqu’à la tête chauffante. L’avantage d’un bowden c’est que le moteur qui entraîne le filament ne vient pas alourdir la tête d’impression. Le terme bowden peut servir à désigner simplement la gaine dans laquelle voyage le filament entre le moteur et la buse.
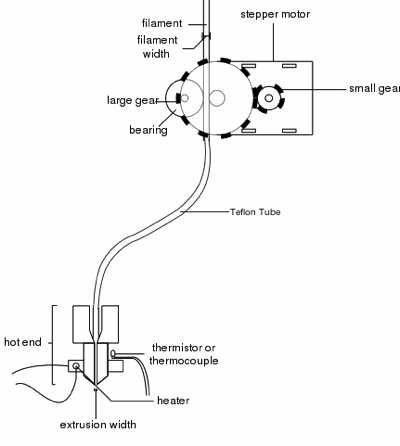
- Buse / Nozzle : il s’agit de la tête d’impression par laquelle sort le plastique fondu, appelée aussi Extrudeuse / Extruder.

- Code G / G-code : il s’agit d’un langage machine qui transforme un fichier de modélisation 3D en déplacements de la buse.
- Coque / Shell : ce terme fait référence à l’épaisseur d’un modèle creux. Le nombre de shells représente le nombre de couches internes ajoutées au périmètre du modèle.
- Cordage / Stringing : il s’agit d’un défaut d’impression qui génère des fils indésirables entre des parties du modèle. Pour réduire ce défaut on peut augmenter la longueur de rétraction et/ou accélérer la vitesse de positionnement de la tête (déplacement lorsqu’elle n’extrude pas) et/ou baisser la température d’extrusion.

- Cratères / Pillowing : il s’agit d’un défaut qui peut apparaître sur les surfaces supérieures du modèle. Des creux ou même des trous sont alors visibles et régulièrement espacés, ceci parce que le filament déposé sur le quadrillage de l’infill va s’affaisser entre deux parois d’infill. Pour corriger ce défaut on peut densifier l’infill et/ou augmenter l’épaisseur de la coque supérieure. Un bon refroidissement va aussi aider à solidifier le filament avant qu’il ne s’affaisse.

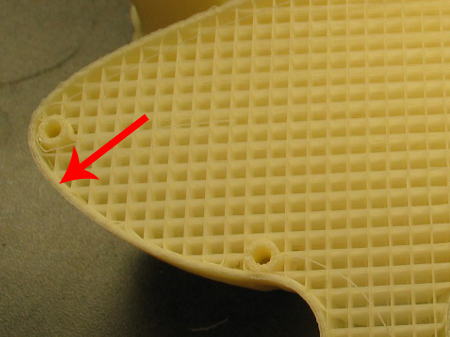
- Décollement / Warping : il s’agit d’une déformation (plus ou moins importante suivant les matériaux) qui peut survenir au niveau des coins du modèle lorsque le plastique refroidit et se rétracte. Pour éviter ce phénomène, on peut ajouter de la colle ou du scotch sur le plateau pour augmenter l’adhérence, faire chauffer le plateau pour ralentir le refroidissement, ajouter un raft sous le modèle, ajouter des brims aux endroits qui se décollent ou encore aménager des trous dans la structure de l’objet afin que les fils de plastique déposés couche après couche ne soient pas d’un seul tenant.

- Épaisseur de coque / Shell thickness : il s’agit de l’épaisseur des parois externes du modèle. On distingue souvent l’épaisseur des parois verticales (shell) de celle des parois horizontales (top & bottom). L’épaisseur des parois verticales doit être un multiple du diamètre de la buse (avec une buse de diamètre 0,4mm on choisit généralement une épaisseur de coque d’au moins 0,8mm). L’épaisseur des parois horizontales doit être un multiple de l’épaisseur de couche (avec une épaisseur de couche de 0,1mm on choisit généralement une épaisseur du dessus et du dessous d’au moins 0,6mm).
- Épaisseur de couche / Layer height : il s’agit de la hauteur de chaque couche de matière déposée, donc de la finesse d’impression de l’imprimante. L’imprimante commence par déposer les couches du bas (Bottom Layers), puis elle dépose les couches intermédiaires et finit par les couches du haut (Top Layers). On décide du nombre de ces couches du bas et du haut, appelées Solid Layers et toujours remplies à 100%. Les couches intermédiaires sont en général moins remplies, ce qui augmente la solidité de l’objet, économise du plastique et du temps d’impression. Pour faire un test rapide, on peut se contenter d’une épaisseur de couche de 0,2mm mais pour obtenir une bonne qualité il faudra descendre à 0,1mm (voire 0,06mm pour une très bonne qualité).

- FDM : Fused Deposition Modeling. Il s’agit d’une technologie de fabrication additive, c’est-à-dire que le processus est le dépôt de matière fondue couche par couche. Cette technologie est utilisée par la grande majorité des imprimantes 3D grand public. Les technologies concurrentes sont le SLS (Selective Laser Sintering) et le SLA (Stereolithography), ces deux technologies utilisent un rayon (laser ou ultraviolet) pour solidifer de la matière.
- Feeder : il s’agit du système qui entraîne le filament dans le tube bowden pour l’amener jusqu’à la buse. Ce système est composé d’un moteur pas-à-pas, de roues et d’un ressort.

- Filament : il s’agit du fil de plastique qui est chauffé et déposé en couches superposées afin de former le modèle. Il existe une grande quantité de filaments différents, en terme de matière et de couleurs. Il est important de conserver les bobines de filament dans des endroits secs (à l’abri de l’humidité) et dans une pièce tempérée (à l’abri du froid).

- Filament ABS : Acrylonitrile Butadiène Styrène. C’est un polymère thermoplastique qui entre facilement en fusion. Extrêmement répandu dans le monde de l’impression 3D, c’est le plastique des fameux Lego, il est rigide et offre une bonne résistance aux chocs. Il ramollit à 90°, commence à fondre à 180° et est réellement travaillé vers 230°. Il est donc plus résistant à la chaleur que le PLA. Les risques d’échec sont plus grands lors de l’impression, notamment pour des raisons de faible résistance aux chocs de température.
- Filament PLA : Acide PolyLactique. Ce matériau est biodégradable et issu de matériaux recyclés. Il est souvent utilisé dans l’emballage alimentaire. Il peut être obtenu à parti d’amidon de maïs. Il ramollit autour de 50°, commence à fondre à 160° et est réellement travaillé à 180°. Il n’est donc pas très résistant à la chaleur. Il est sensible à l’humidité, il faut le maintenir au sec. Le PLA ne plie pas vraiment, il aura tendance à casser facilement. Il sent bon quand il fond et connait un taux d’échec moins grand que l’ABS lors des impressions 3D.
- Jupe / Skirt : il s’agit d’un contour qui entoure le modèle, mais ne le touche pas. La jupe est extrudée avant de commencer l’impression du modèle et elle est écartée de 3 à 4 mm du modèle. Elle a plusieurs utilités : elle permet d’amorcer un flux régulier de filament ainsi que de détecter des problèmes d’horizontalité du plateau avant de commencer à imprimer le modèle.

- Maker : terme qui sert à désigner toute personne qui conçoit des objets en 3D grâce à une imprimante 3D.
- Suintement / Oozing : il s’agit d’un défaut d’impression lié à une trop forte pression du filament dans la tête qui provoque l’apparition de petites masses ou gouttes sur les parois du modèle. Pour diminuer ce phénomène, on peut baisser la température d’extrusion et/ou augmenter la longueur de rétraction.

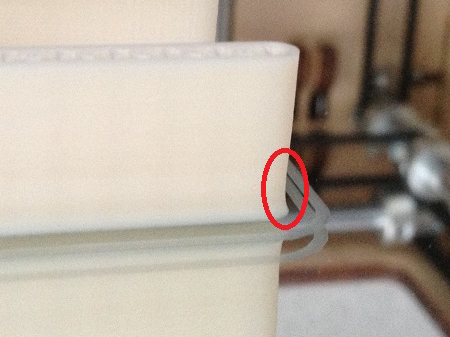
- Patte d’éléphant / Elephant’s foot : il s’agit d’un défaut d’impression visible sur les premières couches. Celles-ci s’écrasent sur le plateau (ce qui est important pour une bonne adhérence) et du coup sont plus larges que la suite de l’extrusion. Pour limiter ce problème, on peut couper le plateau chauffant, au risque d’avoir une moins bonne adhérence, ou créer un support sous le modèle à imprimer, ou encore ajouter un chanfrein sur le bas du modèle.
- Plateau / Bed : il s’agit de la plaque en verre sur laquelle est imprimé le modèle. Comme cette plaque est chauffante, on parle de heated bed.

- Porte-à-faux / Overhangs : parties du modèle qui manquent de support vertical et qui risquent donc de s’affaisser sous leur propre poids au moment de l’impression. Pour éviter ça on ajoute des supports verticaux qui seront retirés une fois l’impression terminée.

- Radeau / Raft : il s’agit des premières couches déposées sur le plateau, sur lesquelles va se déposer le modèle imprimé. Elles sont plus épaisses et permettent une meilleure adhésion du modèle au plateau (pour éviter le phénomène de warping). Une fois l’impression terminée, le raft se retire du modèle final.

- Remplissage / Infill : il s’agit du taux de remplissage de l’intérieur d’un modèle imprimé. 10% d’Infill signifie que l’intérieur du modèle sera composée de 10% de matière et de 90% de vide. 100% d’Infill fait référence à un modèle totalement plein. 35% donne une bonne solidité aux modèles en PLA et 55% convient mieux aux modèles en ABS.

- Slicer : il s’agit du logiciel qui va trancher un modèle 3D en fines couches horizontales afin de donner les instructions à l’imprimante.

- Sous-extrusion / Under extrusion : il s’agit d’un défaut d’impression qui arrive lorsque le flux de filament n’est pas suffisant. Il en résulte des trous dans certaines couches ou des creux entre les couches. Ce flux insuffisant peut venir de conditions d’impression à la limite de ce que l’imprimante peut fournir (au delà de 10mm3/s). Dans ce cas le feeder pousse de plus en plus fort sur le filament et fini par libérer cette pression en faisant un « clac » sonore (il s’agit d’une sécurité pour éviter que le feeder ne grignote le filament). Dans ce cas de figure il faut donc revoir les paramètres d’impression pour éviter de créer des conditions trop extrêmes. Ce problème peut malheureusement avoir de nombreuses origines : buse partiellement bouchée, température d’extrusion trop basse, feeder mal réglé, filament trop épais ou d’épaisseur irrégulière, fin de bobine, combing, etc. Dans tous les cas il ne faut pas augmenter le flux de filament, contrairement à ce qu’on pourrait penser, ça n’amène rien de bon.

- Supports : les supports sont des petits piliers ajoutés au modèle imprimé afin de soutenir les parties du modèle qui sont en porte-à-faux. Dès 30° d’inclinaison les supports sont généralement nécessaires. Il existe des matières de support telles que le PVA (soluble dans l’eau et recommandée pour le PLA) et le HIPS (soluble dans du D-limonène et recommandée avec l’ABS) mais elles nécessite de disposer d’une imprimante à double extrusion (une buse pour la matière du modèle et une buse pour la matière des supports).

- STL : Standard Tesselation Language. Il s’agit d’un format de fichier de modélisation 3D couramment utilisé pour l’impression 3D.
- Vitesse d’impression / Feed Rate : il s’agit de la vitesse de déplacement horizontal de la buse, mesurée en mm/s. Le périmètre extérieur doit généralement être imprimé moins vite que les pourtours intérieurs et le remplissage (pour une belle finition une vitesse de 30mm/s est conseillée).
- Volume d’impression / Print Volume : il s’agit de la taille maximale du modèle qui peut être imprimé par l’imprimante. Si l’objet que l’on souhaite imprimer est plus grand que le volume d’impression de l’imprimante, il faut alors l’imprimer en plusieurs parties et les assembler ensuite.
Voici enfin quelques sites qui m’ont bien aidé pour démarrer ce lexique :
http://www.makershop.fr/lexique-impression-3d/
http://www.monunivers3d.com/guide/lexique/
http://www.references3d.com/lexique-de-limpression-3d/#.VLxLAS5o7cc
http://blog.voscain.com/?page_id=104
http://www.3dquate.com/le-lexique-de-l-impression-3d-e29.html
http://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/#glossaire
http://www.clubimpression3d.fr/publications/lexique/
http://reprapide.fr/vocabulaire-et-notions-d-impression-avec-skeinforge-50
PS : Les images présentes dans cet article ont toutes été récupérées sur internet, elles proviennent généralement d’articles similaires à celui-ci et sont la propriété de leur créateurs. Si quelqu’un souhaite que je retire une image lui appartenant, qu’il me le dise et ça sera fait rapidement.

[…] Sourced through Scoop.it from: impressions3d.wordpress.com […]
J’aimeJ’aime
j’aimerais savoir le nom du scotch que l’ont met sur les plateau à imprimante 3D !
Merci^^
J’aimeJ’aime
Je connais le Blue Tape et le Kapton mais je ne les ai jamais utilisés. Par contre j’utilise une bombe qui projette une sorte de colle qui ne colle qu’à partir d’une certaine température mais je ne retrouve pas le nom et je ne suis pas à côté de l’imprimante.
J’aimeJ’aime
Merci très instructif pour la débutante que je suis 🙂
J’aimeJ’aime
Très bon article, merci
J’aimeJ’aime
Il n’est plus trop à jour (plus de 4 ans) mais merci pour le compliment 🙂
J’aimeJ’aime